
在高尔夫球运动中,击球距离主要受高尔夫球头击球面的硬度和抗拉伸强度的影响,在击球的瞬间,击球面要承受相当大的冲击力和一定程度的弯矩,所以只有这两项指标均较高时,才能保证将更多的挥杆击球力传递给球,才能打的远,打的准,按照使用者预定的飞行轨道运动。
应用QPQ复合处理技术来提高球头的硬度、耐腐蚀性是一种可靠的方法。
1 球头材料
本次实验球头的材料是45号钢,一种优质碳素结构钢,对应日标S45C, 美标: 1045,德C45。其特征是相比普通A3钢,具有更高的强度,抗变形能力。
1.1 化学成分
| 化学成分 | |||||
| C | Si | Mn | Cr | Ni | Cu |
|
0.41~0.50% |
0.17~0.37% |
0.50~0.80% |
≤0.25% |
≤0.30% |
≤0.25% |
1.2 主要用途
45号钢广泛用于机械制造,这种钢的机械性能很好。但是这是一种中碳钢,淬火性能并不好, 45号钢可以淬硬至HRC42~46。所以如果需要表面硬度,又希望发挥45号钢优越的机械性能,常将45号钢表面淬火(高频淬火或者直接淬火),这样就能得到需要的表面硬度。
2 QPQ技术工艺流程
2.1 表面清洗前处理
零件表面的洁净度与处理后的效果成正比,表面有氧化皮、铁锈、异物、水渍、油渍等都会影响氮原子的渗入,有异物附着的区域与干净的区域处理完后回有明显的色差,影响整体外观标准,对一些有高标准的外观要求的零件就会产生成次品。
表面附着的异物带入氮化炉也会影响盐浴的质量。
2.2 预热
预热到一定温度时再进入氮化炉中,避免氮化炉骤然降温,烘干工装夹具与产品在清洗时附着的水分,以免与高温盐浴发生激烈反应,向四周迸溅,避免烫伤。在高温的条件下金属表面也会生成一层氧化膜,对氮碳的渗入具有一定的帮助。
2.3 氮碳共渗
为QPQ主要工序,渗剂在一定温度下分解出氮、碳原子并向工件表面吸附、扩散形成化合物层(Fe2~3N)、扩散层的过程,这是QPQ等够达到高耐磨性、腐蚀性能的关键因素。
2.4 氧化
获得Fe3O4氧化膜,使得表面呈现黑色外观,增强耐腐蚀性能。同时分解由夹具工件上附着的氰根,生成碳酸盐盐渣,达到无公害的条件。
2.5 抛光
在盐浴复合处理后不可避免的要在工件的最外表面形成一层疏松层,化合物层按照化合物致密的程度可分为致密的化合物层,有着孔隙、不致密的疏松层。疏松层过厚会降低表面硬度,耐腐蚀性能,外观颜色也会不一致。所以用物理的方法去除外表面的疏松层,便可以解决这一问题。
2.6 二次氧化
抛光时会连带把氧化膜与疏松层一并抛掉,再次氧化可重新生成氧化膜。
QPQ工艺过程

3 实验结果
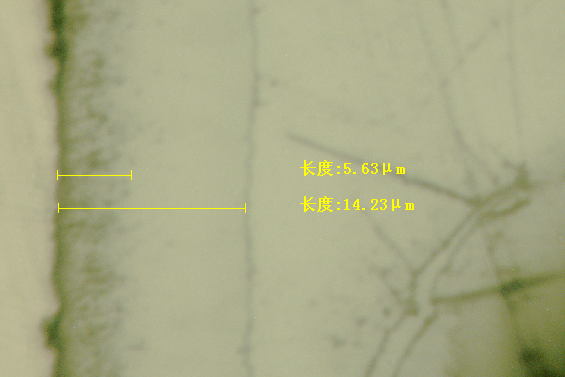
金相图片 5%硝酸酒精
QPQ处理前基体硬度;
试验值(Test Value):
第1次(1 times): d1=26.4810 d2=25.9960 HV=269.35
第2次(2 times): d1=25.8350 d2=25.0270 HV=286.73
第3次(3 times): d1=26.4810 d2=26.6420 HV=262.84
平均值(Average Vlaue):272.97 极差(Range): 23.89
最大值(Max. Vlaue):286.73 分散度(Disperse): 8.75%
最小值(Min. Vlaue):262.84
QPQ处理后表面硬度;
试验值(Test Value):
第1次(1 times): d1=17.2770 d2=17.7610 HV=604.20
第2次(2 times): d1=17.2770 d2=17.2770 HV=621.24
第3次(3 times): d1=17.2770 d2=17.6000 HV=609.79
平均值(Average Vlaue):611.74 极差(Range): 17.04
最大值(Max. Vlaue):621.24 分散度(Disperse): 2.79%
最小值(Min. Vlaue):604.20
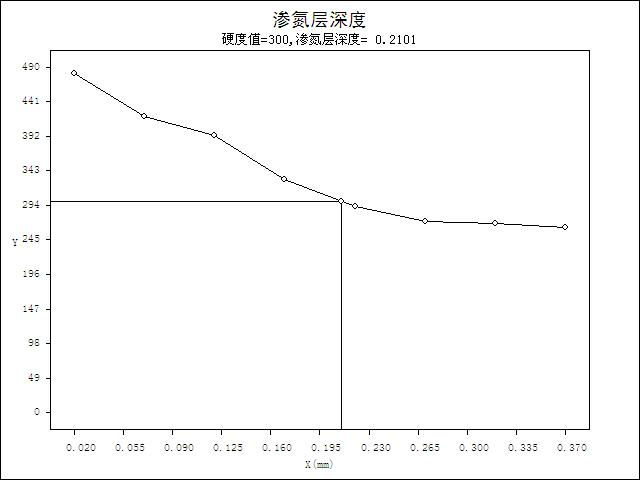
渗氮层深度:
|
硬度对照表 |
材料 |
HV0.1 (平均) |
HRC (平均) |
|
QPQ处理前表面硬度 |
45钢 |
260~280 |
23.8~26.8 |
|
QPQ处理后表面硬度 |
45钢 |
600~630 |
55.3~56.8 |
QPQ技术优点:
经QPQ表面处理后,工件表面能够得到一层良好物理、化学性能的化合物层。不仅能提高耐磨性、耐腐蚀性,还能得到优良的外观。
在按照国标GB/T10125进行中性盐雾实验后,经QPQ处理后的工件比常温发黑在耐腐蚀性方面有着质的提升,常温发黑的工件在20分钟就开始生锈,2h便已达到外观评级5级,经QPQ处理后的工件在60h后达到外观评级9级。由QPQ处理后工件金属表面得到的Fe2~3N化合物和Fe3O4氧化膜即使在大气、盐雾、弱酸、浓碱的复杂条件下具有优良的耐腐蚀性能。
由于化合物层的特性(由氮、碳原子渗入金属表面而生成的化合物),不像金属涂覆处理是附着在金属表面的,相比镀锌、发蓝、发黑而言化合物在运动载荷中体现出更好的结合力。化合物层高硬度的特性,在抛光的环节能达到更好的表面粗糙度。在经过二次氧化后能够得到均匀一直的亮黑色外观。
4 结语:
经过生产应用,证明QPQ应用在高尔夫球头上是合适的。QPQ复合处理技术是一种可以大幅提高耐磨性、耐腐蚀性能的金属表面处理技术。是渗氮工艺与氧化工艺的复合,氮化物与氧化物的复合,耐磨性与耐腐蚀性的复合,不仅能显著提高球头在室外复杂气象条件下使用的耐磨性、耐腐蚀性能,也能使球头表面得到均匀一致的亮黑色外观。


 客服1
客服1